

Engineering, Rapid Tooling
Multimaterial 3D-Druck mit FDM 3D-Drucker - Wie kombiniert man weiche und harte Materialien (TPU mit PA 12 CF) in einem Bauteil?

Jan.
Wenn Sie neu im 3D-Druck sind, entdecken Sie wahrscheinlich gerade die Vielfalt der verfügbaren Materialien. Eine der interessantesten Materialgruppen sind Verbundwerkstoffe, zu denen auch Kohlefaser gehört, ein äusserst vielseitiges Material. Aber was kann man eigentlich mit 3D-gedruckten Kohlefaserverbundwerkstoffen machen und wann sollte man sie verwenden?
Kohlenstofffasern wurden erstmals von Thomas Edison im späten 19. Jahrhundert als Glühfaden in frühen Glühbirnen verwendet. In den späten 1950er Jahren erkannte die Union Carbide Corporation erstmals die Vorteile der Festigkeit, die durch weitere Verarbeitungstechniken erzielt werden konnten. In den folgenden 50 Jahren wurden die Fertigungstechniken weiter verbessert, und heute sind Kohlenstofffasern in Hochleistungsprodukten von Rennwagen bis zu Flugzeugen allgegenwärtig. Mit den Fortschritten bei den Verbundwerkstoffen und den Vorteilen des 3D-Drucks sind Kohlenstofffasern heute für mehr Menschen und für mehr Anwendungen zugänglich als je zuvor.
Traditionelle Kohlefaser vs. Verbundwerkstoff-Mischungen
Wenn Sie an Karbonfasern denken, kommen Ihnen wahrscheinlich als Erstes exotische Rennwagen, Sportartikel oder Flugzeugteile in den Sinn - leicht zu erkennen an dem graphitschwarzen Kreuzgeflecht, das sowohl unglaublich stabil als auch leicht ist. Das Verfahren zur Herstellung von Bauteilen mit Hilfe des Carbonfaser-Layup- oder Webverfahrens führt zu unglaublichen Ergebnissen, kann aber aufgrund der vielen Schritte, die zur Herstellung eines Bauteils erforderlich sind, auch sehr kosten- und arbeitsintensiv sein. Hier kommen Kohlefaser-Verbundwerkstoff-Mischungen ins Spiel. Bei Verbundwerkstoffmischungen wird die Kohlefaser zerkleinert und mit einem Basisharz oder Polymer vermischt. Das Ergebnis ist ein Material, das sich leichter in Teile umwandeln lässt (Sie können Techniken wie Spritzguss, maschinelle Bearbeitung und 3D-Druck verwenden). Ein weiterer Vorteil des Compositing von Kohlenstofffasern ist die Möglichkeit, durch die Verwendung verschiedener Basispolymere zusätzliche Eigenschaften zu erzielen (Nylon kann beispielsweise eine gewisse Schlagzähigkeit verleihen, um die Sprödigkeit der Kohlenstofffasern zu verringern).

Fertigungstechniken für Verbundwerkstoffe
Während Verbundwerkstoffe bereits eine gewisse Zugänglichkeit zu Kohlenstofffasern bieten, indem sie das Material für Massenproduktionstechniken öffnen, ermöglicht der 3D-Druck die Verwendung von Kohlenstofffasern für Teile mit geringem Volumen und geringem Aufwand. Mit dem 3D-Druck können Sie problemlos ein einzelnes Werkzeug herstellen, das von einem einzigen Benutzer für eine bestimmte Anwendung verwendet wird. Sie können auch einen iterativen Prozess durchlaufen, bei dem dieses Werkzeug immer weiter verbessert wird, wenn neue Erkenntnisse oder Anforderungen eintreffen. So wird ein Teil, wie z.B. eine Halterung oder eine Vorrichtung, deren Herstellung aus Kohlefaser auf herkömmliche Weise verrückt erscheinen würde, durch den Einsatz des 3D-Drucks völlig plausibel und möglicherweise die logischste Wahl für diese Anwendung.
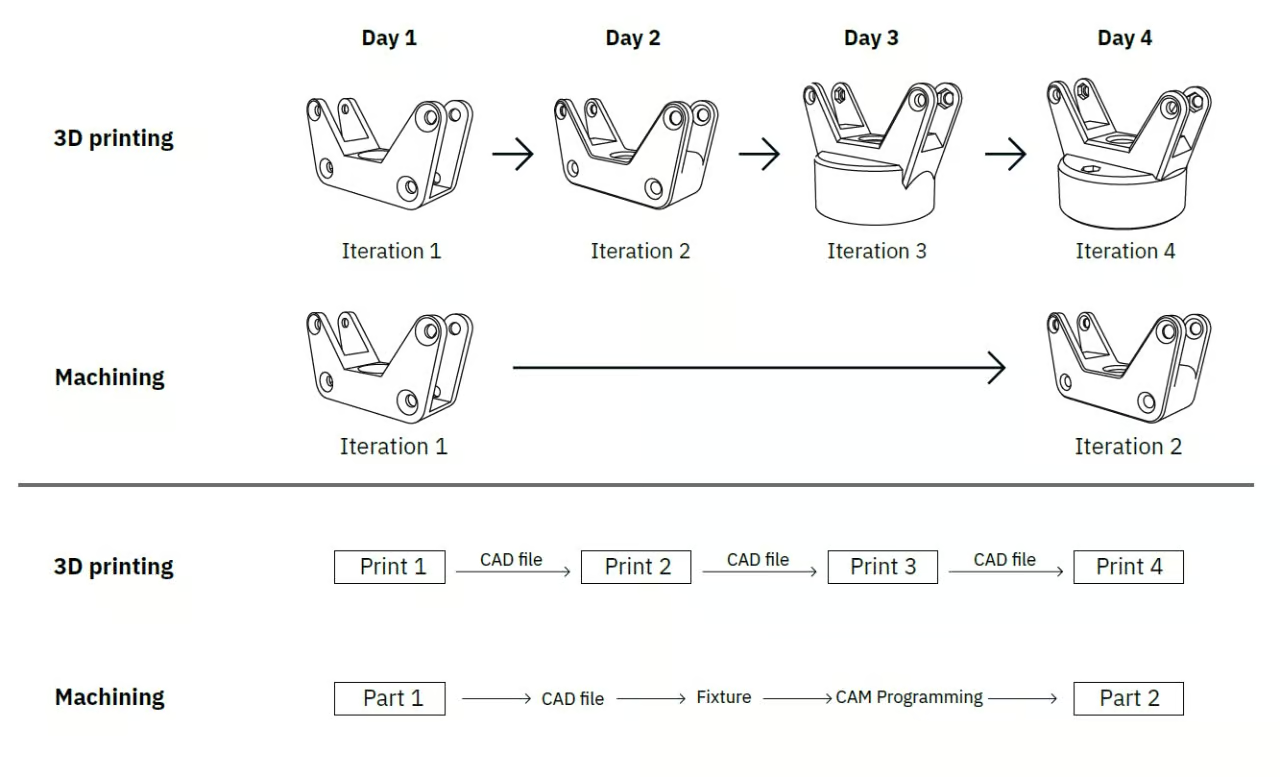
Um zu verstehen, warum das so ist, müssen Sie die grundlegenden Vorteile des 3D-Drucks gegenüber anderen Fertigungsverfahren kennen. Bei einem FDM-3D-Drucker benötigen Sie nur eine Spule mit Material und eine 3D-Designdatei. Starten Sie den Druck, und in ein paar Stunden haben Sie das fertige Teil. Im Gegensatz dazu muss bei einem Spritzgussverfahren die Form im Voraus entworfen und hergestellt werden. Ähnlich verhält es sich bei der maschinellen Bearbeitung: Es müssen Spannvorrichtungen eingerichtet, ein CAM-Programm erstellt und das Teil möglicherweise während des gesamten Bearbeitungsprozesses mehrfach von einem Bediener bearbeitet werden. Zusammenfassend lässt sich sagen, dass der 3D-Druck nur sehr wenig Einrichtungs- oder Überwachungsaufwand während des Fertigungsprozesses erfordert, was ihn zu einem recht einfachen, automatisierten Verfahren macht.
Wann ist 3D-Druck sinnvoll?
Bevor Sie sich in die Materie stürzen, einen 3D-Drucker kaufen und damit beginnen, alle Ihre Teile und Prozesse zu ersetzen, ist es wichtig zu verstehen, wann der 3D-Druck von Kohlefaserverbundwerkstoffen sinnvoll ist. Wie bei jeder Technologie gibt es auch beim 3D-Druck Vor- und Nachteile, und wenn Sie das Verfahren für eine geschäftliche Anwendung nutzen wollen, müssen Sie sicherstellen, dass sich Ihre Investition auch wirklich lohnt.
Zeitersparnis bei Designiterationen
Ein grosser Vorteil des 3D-Drucks ist, wie bereits erwähnt, die einfache Einrichtung im Vergleich zum Spritzgiessen und zur maschinellen Bearbeitung, was zu einem enormen Zeitvorteil führen kann. Wenn man vom Entwurf direkt zum Druckauftrag übergehen kann, ohne zusätzliche Einstellungen vornehmen zu müssen, bedeutet dies, dass für einzelne Teile deutlich weniger Arbeitszeit aufgewendet werden muss. Dieser Zeitvorteil vervielfacht sich noch, wenn Sie das Teil weiterentwickeln, um es durch mehrere Iterationen zu verbessern.
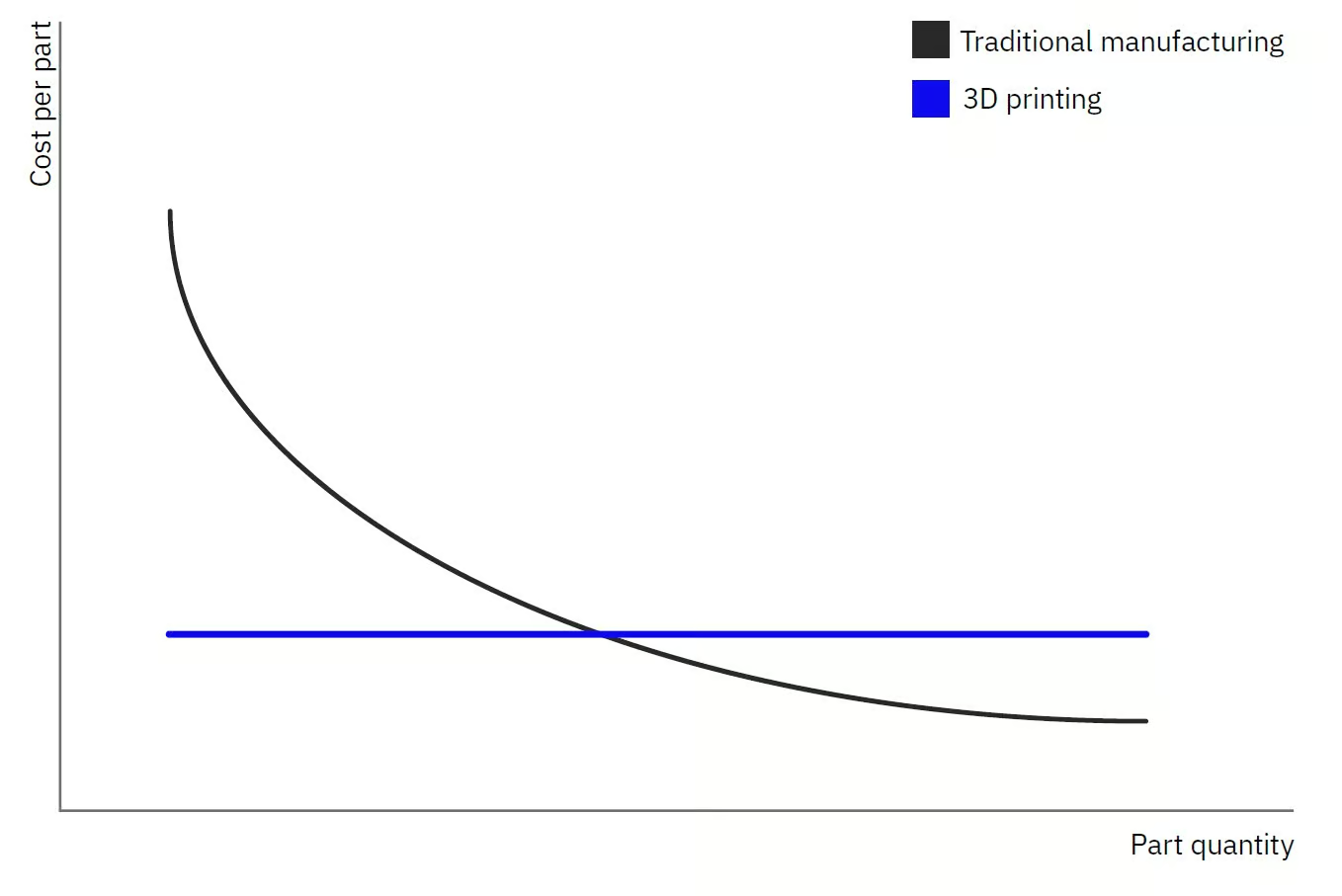
Kosten pro Teil auf Basis des Fertigungs-Volumens
Bei hohen Stückzahlen sind zusätzliche Rüstvorgänge beim Spritzgiessen und bei der maschinellen Bearbeitung sinnvoller. Die Zeit, die Sie für das Einrichten aufwenden, zahlt sich aus, wenn Sie die Maschinenvorrichtungen oder die Spritzgussform für die Massenproduktion grosser Mengen von Teilen verwenden, da die Prozesse selbst relativ schnell und kostengünstig sind. Wir müssen also das erforderliche Teilevolumen betrachten. Wenn Sie grosse Stückzahlen anstreben, sind traditionelle Produktionsverfahren wahrscheinlich sinnvoller. Wenn Sie jedoch geringe Stückzahlen anstreben - wie dies bei Prototypen, kundenspezifischen/hochspezialisierten Werkzeugen oder Ersatzteilen der Fall sein kann -, ist der 3D-Druck vom Kostenstandpunkt aus fast immer am sinnvollsten.
Anforderungen an die Materialeigenschaften
Wenn Sie Material und Fertigungsverfahren in Betracht ziehen, müssen Sie auch die für Ihre spezielle Anwendung erforderlichen Eigenschaften kennen. Welchen Belastungen und Dehnungen wird das Teil ausgesetzt sein? Welchen Temperaturschwellen muss das Teil standhalten? Wird das Teil Feuchtigkeit oder Chemikalien ausgesetzt sein?
Bestimmte Teile können die strukturelle Stärke von Stahl erfordern. Aber nur weil ein Bauteil derzeit aus Metall hergestellt wird, heisst das nicht, dass es auch aus Metall hergestellt werden muss. Tatsächlich werden viele Teile aus Metall hergestellt, einfach weil Metall ein gängiges und zuverlässiges Material für Hochleistungsteile ist. In Wirklichkeit können Kohlefaserverbundwerkstoffe die Anforderungen dieser Teile oft erfüllen oder übertreffen.
Wenn Sie die folgenden Eigenschaftsanforderungen an Ihr Bauteil verstehen, können Sie die Möglichkeiten des 3D-Drucks viel besser einschätzen.
- Belastung
- Steifigkeit
- Dauerhaftigkeit
- Wärmeverformung
- Besondere Eigenschaften
- ESD - Widerstandsfähigkeit gegen elektrostatische Entladung
- Flammwidrigkeit
- Chemische Beständigkeit
- Elektrische Leitfähigkeit

Multimaterial 3D-Druck - das Verbinden von weichen und harten Materialien im FDM 3D-Druck
Entfaltung des Multi-Material-Potenzials mit Material-Interlocking auf UltiMaker 3D-Druckern
Die Materialverriegelung ist eine innovative neue Funktion für den 3D-Druck, die die nahtlose Verbindung von starren und flexiblen Materialien ermöglicht und damit eine breite Palette von Möglichkeiten für die Herstellung hochfunktionaler Teile eröffnet. Mit dieser Funktion wird eine der grössten Herausforderungen beim Multimaterialdruck angegangen: die Gewährleistung starker, kohäsiver Verbindungen zwischen Materialien mit unterschiedlichen Eigenschaften.
Stellen Sie sich zum Beispiel einen mechanischen Greifer mit weichen TPU-Spitzen vor, der in einem Stück mit einem starren PET-Kohlefaserkörper (PET CF) gedruckt wird. Der Kohlenstoffverbundstoff sorgt für die Festigkeit und strukturelle Integrität, die der Greifer benötigt, während die TPU-Spitzen die Flexibilität bieten, die für ein sanftes, präzises Greifen empfindlicher Objekte erforderlich ist.
Die Materialverriegelung überwindet diese Herausforderung durch die Einführung eines automatischen Verriegelungsmusters, das mit der UltiMaker Cura-Einstellung ‚Verriegelungsstruktur erzeugen‘ generiert wird. Dieses Muster verriegelt die Materialien während des Druckvorgangs physisch miteinander und stellt sicher, dass sich die Materialien unabhängig von ihrer individuellen Kompatibilität sicher verbinden. Die Stärke der Verbindung wird also nicht durch die chemische oder thermische Kompatibilität der Materialien bestimmt, sondern durch die inhärente Haltbarkeit der einzelnen Materialien selbst.

Tempern von UltiMaker-Kohlenstoffverbundwerkstoffen
Das Tempern ist ein Wärmebehandlungsverfahren, das die Materialeigenschaften verbessert, indem es Spannungen abbaut und die Duktilität erhöht. Dabei wird ein Material auf eine bestimmte Temperatur erhitzt und dann langsam abgekühlt. PET CF, ein teilkristallines Polymer, eignet sich gut für das Tempern, da seine geordnete Struktur durch Erhitzen auf den Glasübergangspunkt weiter kristallisiert werden kann, was seine Festigkeit erhöht.
Nach dem Tempern können PET-CF-Teile eine um bis zu 30 % höhere Festigkeit, eine um 10 % höhere Steifigkeit und eine verbesserte Hitzebeständigkeit von 80 °C bis 180 °C erreichen, was sie zu einer starken, hitzebeständigen Alternative zu Metall- und Kohlefaserteilen macht.
Das Tempern erhöht zwar die Festigkeit und Wärmebeständigkeit von PET-CF, hat aber auch einige Nachteile. Die Teile können während des Erhitzens schrumpfen, sich verziehen oder durchbiegen, aber das lässt sich in den Griff bekommen. Darüber hinaus können sich die Schlagfestigkeit und die Z-Achsen-Haftung verringern, wobei die Z-Achsen-Zugfestigkeit um bis zu 15 % abnimmt, so dass eine sorgfältige Druckausrichtung für eine optimale Haltbarkeit unerlässlich ist.
Curas Tempern-Vorsatzprofil kompensiert automatisch die Schrumpfung und passt die Abmessungen an, um eine genaue Endgrösse des Teils ohne manuelle Anpassungen zu gewährleisten. Dies vereinfacht den Prozess und liefert mühelos präzise Ergebnisse.
Anwendungs-Beispiele

End-of-Arm-Tooling
In der Fertigungsautomatisierung sind Roboterarme als Werkzeuge zur Rationalisierung alltäglicher Aufgaben mit unvergleichlicher Präzision allgegenwärtig. Endeffektor-Werkzeuge gibt es in allen Formen und Grössen, so dass die Anwendungsmöglichkeiten durch die Möglichkeit des 3D-Drucks nahezu unbegrenzt sind. Die Nutzlast des Roboterarms ist begrenzt, so dass eine Gewichtsreduzierung des Werkzeugs durch 3D-Druck mit einem Kohlefaserverbundwerkstoff eine grosse Hilfe sein kann. Dadurch erhält der Roboterarm die Möglichkeit, seine Nutzlast, Geschwindigkeit und/oder Manövrierfähigkeit zu erhöhen.

Luftfracht-Halterung
Diese Halterung dient zur sicheren Befestigung von Luftfracht oder zum sicheren Verstauen von Bauteilen in der Luftfrachtverpackung. Dementsprechend muss er temperaturbeständig, sehr fest und stabil sowie chemikalienbeständig sein - Anwendungsanforderungen, die alle von PPS CF erfüllt werden. Ein weiterer Vorteil der additiven Fertigung ist, dass das Design immer wieder angepasst werden kann, wobei alle Iterationen dank des verwendeten Materials die notwendigen Zertifizierungen erfüllen.

Hochdruck-Pumpenventil
Dieses Pumpenventil wird in einen Zug eingebaut, um Flüssigkeiten oder Chemikalien zu leiten. Da es jedoch ein veraltetes Bauteil war (es wurde nicht mehr hergestellt), musste die gesamte Pumpenbaugruppe ersetzt werden, was etwa 5.300 USD kostete. Durch die Verwendung von PPS CF kann es nun in 3D gedruckt werden und erfüllt dennoch die Norm UL94 V0 für Nichtentflammbarkeit sowie für den Einsatz mit heissen Säuren.
UltiMaker Kohlenstofffaser-Verbundwerkstoffe
PET Carbon Fiber
PET-Kohlefaser hat eine hohe Festigkeit, Steifigkeit und Temperaturbeständigkeit, die durch Glühen noch verbessert werden kann. Durch das Glühen wird die Temperaturbeständigkeit Ihrer Teile von 80°C auf sagenhafte 180°C erhöht, während gleichzeitig die Festigkeit um 30% und die Steifigkeit um 10% gesteigert werden. PET CF ist ausserdem wenig feuchtigkeitsempfindlich und sehr zuverlässig, so dass es wesentlich einfacher zu drucken ist als andere Verbundstoffe.

Kompatibilität
| 3D-Drucker | Faktor 4, S7, S5, S3 |
| Extruder | CC 0,4, CC 0,6, HT 0,6 |
Technische Daten
| Gewicht der Spule | 750 g |
| Durchmesser des Filaments | 2,85 mm |
| Härte | 76 Shore D (getempert 81 Shore D) |
| Schlagzähigkeit | 8,6 kJ/m² (getempert 5,3 kJ/m²) |
| Thermische Beständigkeit | 76°C (getempert 181°C) |
ABS Carbon Fiber
Dieses Material kombiniert die Zuverlässigkeit von ABS in der Method-Serie mit der Leistung von Kohlefaser. ABS-Kohlefaser ist auch der einzige Verbundwerkstoff der Method-Serie, der mit dem RapidRinse-Trägermaterial kompatibel ist, was eine grenzenlose Designflexibilität bei einfacher und bequemer Entfernung der Träger ermöglicht.

Kompatibilität
| 3D-Drucker | Method X, Method XL |
| Extruder | 1C, LABS |
Technische Daten
| Gewicht der Spule | 500 g |
| Durchmesser des Filaments | 1,75 mm |
| Zugfestigkeit | 59 MPa |
| Schlagzähigkeit | 4,7 ± 0,3 kJ/m² |
| Thermische Beständigkeit | 102°C |
Nylon 12 Carbon Fiber
Ähnlich wie die Kohlenstofffaser Nylon 6 bietet die Variante Nylon 12 die Vorteile von Festigkeit, Steifigkeit und geringem Gewicht. Im Gegensatz zu Nylon 6 ist Nylon 12 widerstandsfähiger gegen die Aufnahme von Feuchtigkeit, wodurch es sich etwas leichter drucken lässt und das gedruckte Teil ein saubereres Aussehen erhält, ohne dass eine Nachbearbeitung erforderlich ist.
Ein Nachteil von Nylon 12 im Vergleich zu Nylon 6 ist, dass es im Allgemeinen eine niedrigere HDT aufweist - Sie müssen also wirklich nur abwägen, was für Ihre spezifische Anwendung am wichtigsten ist.

Kompatibilität
| 3D-Drucker | Method X, Method XL |
| Extruder | 1C, LABS |
Technische Daten
| Gewicht der Spule | 500 g |
| Durchmesser des Filaments | 1,75 mm |
| Zugfestigkeit | 6,000 MPa |
| Schlagzähigkeit | 9,9 kJ/m² |
| Thermische Beständigkeit | 102°C |
PPS Carbon Fiber
PPS CF ist ein kohlenstofffaserverstärktes Polyphenylensulfid (PPS)-Filament und das nächsthöhere Verbundmaterial für den UltiMaker Factor 4. Es hat eine hervorragende Leistung und ist dennoch einfach mit dem UltiMaker HT-Kern zu drucken. PPS CF lässt sich auf dem UltiMaker Factor 4 zuverlässig und mit hoher Präzision drucken und ergibt flammhemmende, temperaturbeständige (>230°C) und chemikalienbeständige (unlöslich in allen Lösungsmitteln unter 200°C) Teile. Es zeichnet sich durch hohe Festigkeit und Steifigkeit aus und bietet eine lange Lebensdauer. Ersetzen Sie Metall- und PEEK-Teile durch eine kostengünstige und einfach herzustellende Lösung.
PPS CF erfüllt die Norm UL94 V0 für Flammwidrigkeit und bietet eine zusätzliche Ebene der Sicherheit und Zuverlässigkeit. Flammwidrigkeit ist entscheidend für Anwendungen, bei denen Brandgefahr besteht, wie z. B. in der Elektronik- und Transportindustrie. Die Einhaltung dieser Norm durch PPS CF gewährleistet, dass Ihre Teile nicht nur gut funktionieren, sondern auch zu einer sichereren Arbeitsumgebung beitragen.
Kompatibilität
| 3D-Drucker | Factor 4 |
| Extruder | HT 0.6 |
Technische Daten
| Gewicht der Spule | 500 g |
| Durchmesser des Filaments | 2,85 mm |
| Härte | 80 Shore D |
| Schlagzähigkeit | 11,6 kJ/m² |
| Thermische Beständigkeit | 230°C |
Auswahl des richtigen Verbundstoffs für Ihre Anwendung
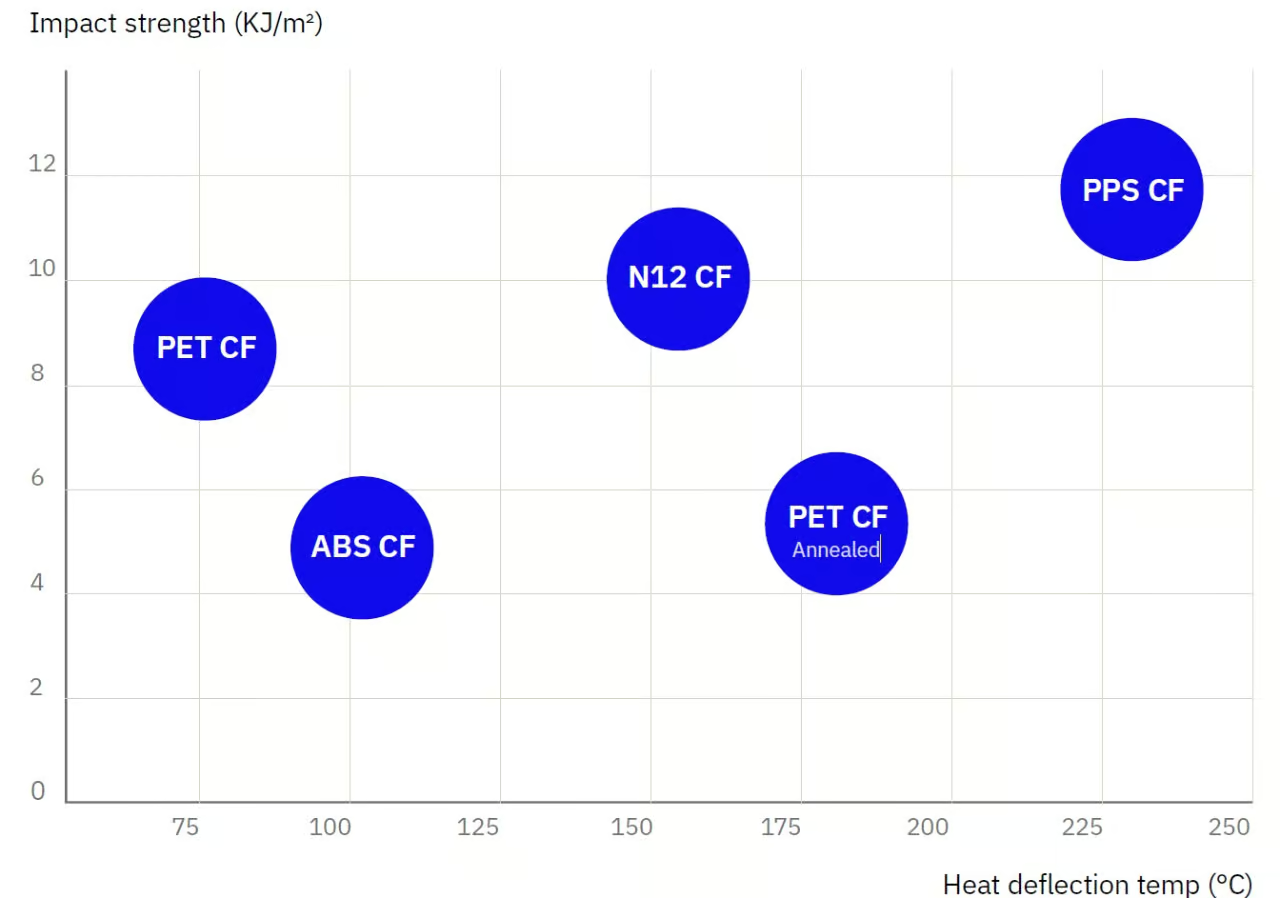
Bei der Auswahl von Verbundwerkstoffen für den 3D-Druck oder die Fertigung ist es wichtig, die wichtigsten Leistungseigenschaften zu kennen, um sicherzustellen, dass das Material unter realen Bedingungen gut funktioniert.
Zwei wichtige zu berücksichtigende Eigenschaften sind die Wärmeformbeständigkeit und die Schlagzähigkeit. Die Wärmeformbeständigkeit bezieht sich auf die Temperatur, bei der sich ein Material unter einer bestimmten Belastung zu verformen beginnt, und ist daher ein wichtiger Faktor für Anwendungen, die grosser Hitze ausgesetzt sind. Die Schlagzähigkeit hingegen misst die Fähigkeit eines Materials, plötzlichen Kräften oder Stössen standzuhalten, ohne zu brechen, und ist daher für Anwendungen, die mechanischer Belastung oder möglichen Zusammenstössen ausgesetzt sind, von entscheidender Bedeutung.
Beide Eigenschaften sind entscheidend für die Eignung eines Verbundwerkstoffs für anspruchsvolle Umgebungen, da sie sich direkt auf die Leistung, Langlebigkeit und Zuverlässigkeit des Materials auswirken. Die Kenntnis dieser Eigenschaften trägt dazu bei, dass das gewählte Material die spezifischen Anforderungen Ihres Projekts erfüllt, unabhängig davon, ob es Hitzebeständigkeit, Zähigkeit oder eine Mischung aus beidem erfordert.
UltiMaker-Drucker
Das UltiMaker-Portfolio bietet eine Reihe von 3D-Druckern, die mit den fortschrittlichsten Carbon-Verbundwerkstoffen und TPU Materialien kompatibel sind und sich für jede Anwendung eignen.
Einfaches Prototyping mit dem UltiMaker S7
Der UltiMaker S7 ist das neueste Modell der preisgekrönten S-Serie professioneller 3D-Drucker, die von Designern und Ingenieuren auf der ganzen Welt eingesetzt werden. Produzieren Sie Prototypen, die aussehen und sich anfühlen, als kämen sie direkt aus einer Spritzgussform.
Jetzt entdecken
Werkzeuge & Vorrichtungen mit dem Method XL
Ein grosses Bauvolumen und eine voll beheizte Kammer ermöglichen es der Method XL, grosse Werkzeuge, Vorrichtungen und Halterungen schnell. Von haltbarem und masshaltigem ABS, hochfestem Nylon-Kohlefaser, können Sie die Montagewerkzeuge ohne Kompromisse zwischen Ergonomie und Leistung.
Jetzt entdecken
Produktionsteile mit dem UltiMaker Factor 4
Mit einem 340°C-Druckkern und einer aktiv temperaturgesteuerten Baukammer kann der Factor 4 unkritische Produktionsteile aus Hochleistungsmaterialien wie PPS-Kohlefaser drucken. Mit einem ausführlichen Bericht über die Abweichungen der Extrusionsparameter von den Sollwerten, ihre Position und ihren Schweregrad im 3D-Modell erhalten Sie nach Abschluss jedes Druckvorgangs eine validierte Bauteilsicherheit.
Jetzt entdecken
